大众彩票224
联系人:杨先生 17816778875
联系人:徐经理 15158155576
博望办事处:杨经理 13913385062
电话:0572-5903781
大众彩票224邮箱:yfy5321@163.com
网址:tiancaids.com
地址:安吉县溪龙乡凉亭岗306省道旁边
数控机床是由控制介质、数控装置、伺服系统、和机床本体组成。高精度
数控机床的系统中,加上一个测量反馈系统,构成了闭环控制的数控机床(不加测量反馈系统为开环控制数控机床)。
1、控制介质:
控制介质是指数控机床按照人的意图去进行工作的中间媒介。在加工中,用
数控装置所能识别的数字和文字代码来表示,并把这些代码编制成程序储存在控制介质上。控制介质可以是穿孔纸带、磁盘、磁带、或其他可以储存代码的介质。
随着科学技术不断的发展,控制介质的元件不断的更新,更先进的将代替穿孔纸带等,使用更方便。
2、数控装置:
数控装置一般由输入装置、译码器、主控制器、存储器、输出装置和显示器
等组成。数控装置是数控机床的核心,它根据输入装置获得的指令信息进行分析和运算,并将运算结果输送到伺服系统中,以驱动机床对工件进行加工。
3、伺服系统:
伺服系统的作用是把来自数控装置的脉冲信号转换为机床运动部件的运动。伺服系统接到数控装置的指令后,经传动装置驱动机床的运动部件(工作台、刀架、主轴)作精确定位或按照规定的轨迹和速度运转,控制机床加工出合格的工件。伺服系统的性能直接影响着加工精度、表面粗糙度和生产效率。相对于每一个脉冲信号,机床移动部件的位移量称为脉冲当量,(常用的脉冲当量为0.01或0.001mm∕脉冲)。开环控制的数控机床的伺服系统常用步进电机和电液脉冲马达作为伺服元件;闭环控制的数控集成的司法系统常用宽调速直流电机和交流伺服电动机作为伺服元件。
4、机床本体:
机床由床身、执行件、传动件等组成。
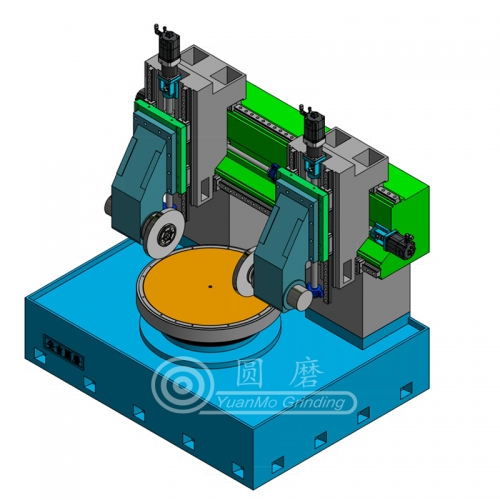
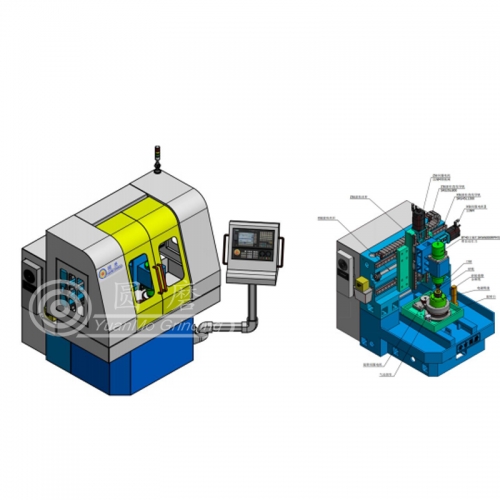
第二节 MKS1620×500数控高速端面外圆磨床典型部件结构
MKS1620×500型数控高速端面外圆磨床最大磨削直径200mm;最大磨削长度500mm;两轴联动,具有斜切功能。该机床是填补国内空白的数控产品,是我公司数控机床的典型代表。
一、工作台驱动机构(Z轴):
工作台驱动机构由滚珠丝杠副1、轴承支座2、3,平面轴承4、5, 挡套6、7,角接触轴承8,向心球轴承9,调整垫10,端盖11,及锁紧螺母12等组成。(见图1-3)
在装配或维修过程中,应特别注意保证其结构的装配精度,因为装配精度的高低,将直接影响传动精度好坏,影响磨削加工件粗糙度等精度。为此,应精细的拆装,了解结构的内容,仔细清洗各部零件及标件,做好标记,不可装错。
装配后,调整好轴承间隙,确保传动灵活,无阻滞现象。同时,还要检测滚珠丝杠的跳动及丝杠的弯曲情况,进行调整。
1-滚珠丝杠副,2、3-轴承支座,4、5-平面轴承,6、7-挡套,8-角接触轴承,
9-向心球轴承,10-调整垫,11-端盖,12-锁紧螺母(4件)。
数控磨床经过长时间使用后,需要检测精度,更换轴承(包括滚珠丝杠等),在维修时,必须了解拆装方法,装配调整方法,最终装配后,达到其精度要求。下面就拆装调整方法作一介绍:
1、断电后,先将上工作台、下工作台拆下(注意拆油管),然后将伺服电机拆下。
2、再将轴承支座2、3连同滚珠丝杠副1一同拆出。
3、拆下两端的端盖10,松开锁紧螺母12,将两边的轴承支座2、3及轴承拆出(注意:两端的件要做好标记,最好分组放置,防止装配时产生混乱)。
4、将滚珠丝杠副1与丝母支座拆开,(六个M8内六角螺钉)。
5、清洗滚珠丝杠副(用干净煤油清洗),检查滚珠丝杠副两个半丝母的间隙,超差时,进行修理。更换轴承,清洗零件及标件。
6、装配时,除按正常装配程序装配外,应注意平面轴承4、5的紧环、松环装配位置,向心球轴承9与角接触轴承8不能装错,并将调整垫10、挡套6、7的端面研平,不许有高点、毛刺等缺陷。
7、全部装好后,检查滚珠丝杠副,应转动灵活、无阻滞现象。
8、装入床身后,应检查丝杠的跳动误差(一般≤0.05mm)。超差时,进行调整,调整时,丝杠表面垫上硬木或紫铜棒用手锤敲击,禁止直接敲击丝杠表面。
9、装好上、下工作台及油管等件后,调出定位程序,检测定位、重复定位、及反向间隙。用F1的进给速度及10%的倍率检测工作台(Z轴)爬行情况, 合格后,进行试磨。
二、横进给机构:(X轴)
横进给机构:由横进给体壳12、滚珠丝杠副1、滑胺13、轴承套2、3、平面轴承4、5、向心球轴承6、角接触轴承7、挡圈8、9、锁紧螺母10(4件)、伺服电机11等组成。(见图1-4)
横进给体壳12与滑胺13上装有十字交叉直线导轨,经过精细的装配,可使直线导轨具有较高的传动精度、灵敏度、支承刚度。滚珠丝杠副设计有预拉紧结构,通过调整预紧垫的厚薄,可以消除丝杠的挠度变形,提高传动精度。滚珠丝杠副1与伺服电机11直接连接,滚珠丝杠副采用两端双固定方式,传动精度高。
1-滚珠丝杠副,2、3-轴承套,4、5-平面轴承,6-向心球轴承,7-角接触轴承,8、9-挡圈,10-锁紧螺母,11-伺服电机,12-横进体壳,13-滑鞍。
在日常使用维修中,应仔细了解横进机构结构原理,熟悉该部件的装配调整方法,最终达到装配后,满足其精度要求。下面就拆装调整方法作一介绍:
1、断电后,先将砂轮架及砂轮电机拆下,拆下伺服电机11。
2、拆滑鞍13时,先将直线导轨及保持架拆出,然后拆下滑鞍13。
3、将压盖、锁紧螺母10(4件)拆下,再拆轴承套4、5,然后将滚珠丝杠副1拆出。
4、将滚珠丝杠副与丝母支座拆开(六个M8内六角螺钉)。
5、其他装配方法基本与工作台驱动机构装配方法相同。区别是,装轴承时,应先将轴承套2装入横进体壳12,再将另一个轴承套3装入。(注意:不要忘记先装丝母支座及油管连接)。
6、滚珠丝杠副1装好后,应转动灵活、无阻滞现象。
7、装滑鞍时,应先将十字交叉导轨清洗干净,保持架滚柱加入润滑脂,再将十字交叉导轨及保持架装入滑鞍13及横进体壳12内。
8、推拉滑鞍13,调整保持架位置,使其在接近开关行程范围内,然后紧固螺钉。表校滑鞍13左右方向无间隙且移动灵活(检测前后两个位置)。
9、然后装好丝母支座垫板,紧固好螺钉、接好油管。
10、定位、重复定位、反向间隙等检测方法与工作台驱动机构检测方法相同。